Learning to Weld
Joe Angell
2014
While pulling the engine on the DeLorean, I found a couple of holes a few inches across in the frame (which I'll detail in another post). It can be hard to find someone who is willing to weld repairs on a frame due to liability concerns, especially on a fairly rare thirty year old car. Luckily none of the damage to my frame was structural, but I did want the holes plugged. After some questions on DMCTalk, I decided to learn oxyacetylene welding.
This page covers what I learned from knowing nothing about welding through doing my first welds. I tried to be careful and use best practices, but this is still all things I've learned on my own, and not professional advice.
DISCLAIMER: Oxyacetylene welding deals with pure oxygen and acetylene gases, both of which can be extremely dangerous, not to mention the incredibly hot flame that can melt steel. This post is not an instruction guide to welding, and you should do your own research and ideally take classes before trying to weld anything.
Gear
I went with oxyacetylene because it was recommend on DMCTalk when working with the kind of thin sheet metal used on the frame (16 gauge low carbon mild steel, apparently, which is common for car frames), and is less likely to burn through than MIG or TIG welding. MIG is supposed to be pretty easy, but I'm limited to a 15 amp 120v power source, and many MIG welders need 240v to do any reasonable thickness of metal. Even a 120v flux welder from Harbor Freight wouldn't work with the power I had available.
Torch, Tanks and Regulators
After search around the net, I found some recommendations for a small portable Uniweld kit on Amazon for around $400. It included a carrier, a cutting head, two welding tips, a mixing handle, hoses, regulators, an oxygen tank, an acetylene tank, flip-down welding goggles, and a striker to light the gas. The tanks are the most expensive part of this whole thing; if you prefer, you can just rent tanks from your local welding supply store and buy a set with a handle and heads for around $150, but I didn't know how long I'd be using this stuff for so I wanted to have the supplies on hand.
Flash Arrestors
I picked up flash arrestors for both the torch side and the regulator side, just to be as safe as I possibly could be. Flashback is a condition where the pressure drops ensuing vacuum in the handle causes the flame to go back inside the torch, possibly running up the lines to the tanks. This can happen when tank pressure gets too low, or when you touch the tip to the material (thus blocking the flow of gas) instead of holding it just off the surface. This is Very Bad, and can lead to serious fires or explosions. The arresters help keep this from happening. The arresters for the torch side are different from those on the regulator side, so you need to get the right ones. This wound up costing me another $150 or so, but I think it was worth it.
Basic oxyacetylene setup with flashback arrestors installed.
Flashback arrestors installed at the handle and the regulators.
Safety Clothing
I bought a bunch of safety clothing, keeping in mind that I'd eventually be welding while lying on my back under the car: a welding jacket that buttons up at the neck to keep sparks out of my shirt.welding gloves with long sleeves, a welding cap to keep sparks out of my hair, welding sleeves (just in case), and a welding apron.
Blankets and Extinguishers
I also wanted to protect my garage. I already had two fire extinguishers, and I added a fire blanket in case I needed to smother any flames. I also picked up four fiberglass welding blankets and covered anything I didn't want to be damaged by sparks and molten metal with them. I don't have running water at the garage, so I brought some jugs of water to put out any small flames or hot metal bits that might show up. I also got a spray bottle filled with water to dampen any surfaces around where I was going to eventually be welding under the car to keep them from being affected by the heat.
Practice Metal
I bought some small 1/16" (16 gauge) small metal plates ranging from 2"x2" to 6"x6" and RG45 welding rods from McMaster-Carr to practice with. Googling said that RG45 was the correct rod to use with low-carbon mild steel. I also picked up a couple of house-shaped welding magnets from Home Depot to hold my test metal in place while I worked. Later I bought some larger sheets of metal that I cut up with an angle grinder with a cutting disc to practice with further. Apparently you get scrap cheap if you look around, but I took the easy way out and just bought some.
Research
A lot of people suggested taking classes, but I really don't care to do that. It would have been nice to learn from someone around who knew what they were doing, just a friend if not an instructor, but I didn't know anyone who knew how to weld with gas. Instead, I decided to teach myself.
This meant that I spent quite a lot of time looking for information on how to weld. There are many YouTube videos on oxyacetylene welding that explain safety, how to light the torch, heat the metal, insert the filler rod, and so on. I also found some web sites and PDFs guides explaining how to safely use a welding torch.
I found all sorts of important safety tips, too:
- Acetylene connections are left-handed and the tanks and hoses are red, while oxygen connections are right-handed and green.
- Acetylene is a fuel that decomposes into its component compounds and spontaneously combusts at 15 PSI, so you must always keep it below that.
- Oxygen is an accelerant, and won't burn itself, but makes it much easier for things around it to burn -- notably, grease and oil. You can't light oxygen, but it's very easy for something in the vicinity of the oxygen to ignite, and while fed by the oxygen this will lead to a huge flame or explosion almost instantly.
- You need to check all the gear for leaks, most simply by opening the regulators and making sure they don't drop over a period of 10 minutes, but more usefully by using leak detector solution (soapy water or a similar solution sold for the purpose).
- Make sure to purge the lines by opening the valves on the handles for a few seconds before lighting, to avoid possible flashbacks.
- Make sure that you have enough ventilation (I set up a fan blowing towards the open garage door).
- Don't tip over the acetylene tanks, as they contain acetone that must sit at the bottom of the tank. If they are laid on their sides, they must be placed upright for a few hours before you can use them, or else the acetone can plug the nozzle.
- Oxygen is under very high pressures. Care should be taken when transporting the tanks to avoid accidentally snapping off the valve and turning the tank into a missile. There are metal caps that can be used to protect them, although mine didn't come with any.
- When done with the torch, some people shut off the oxygen first, while others shut off the acetylene first; I didn't notice any consensus on that. I decided to shut of the acetylene first, since it's the fuel and that's what burns.
- Popping sounds aren't that bad -- it's squealing you have to watch out for. Squealing means that the flame is inside the torch, and that could mean a flashback. Flashbacks can result in serious injury or death. If you hear squealing, turn off the valves immediately and run away.
That's a small subset of the tips I found. This is something you really want to do your research on so you don't blow yourself up.
Filling The Tanks
I googled and found a small welding supply store about 20 minutes away that was open on Saturday mornings. I wasn't sure if every place provided fuel for hobbyists, so I made sure to find one that did. In Massachusetts they won't refill acetylene; they simply replace the tank. It was a bit disappointing to have my nice new red acetylene tank replaced with a rusty old tank, but it wasn't really that important -- I just wanted the gas, and this way I don't have to worry about maintaining the tank. They refilled the oxygen easily enough. The total cost was about $40.
You're not supposed to transport the tanks in the cabin of your vehicle, but you also can't really lay them down either -- especially acetylene, due to the acetone in the tank, at least if you want to use in the next few hours. However, my practical car is a four door sedan, so my only real option was to wedge the tanks in their carrier on the floor between the back and front seats. I had no problems getting to the garage.
You're also supposed to store the oxygen and acetylene tanks separately. I've completely forgotten about this and have been storing them right next to each other in their carrier. I should probably put them on opposite sides of the garage, though. I do remove the key used to open the acetylene tank when not in use, as you are supposed to do.
Lighting The Torch
My first experiment was going to be to cut some metal with the cutting torch. This was before I had the flash arrestors, so I was exceedingly paranoid. I had no problem lighting it, other than the fact that I forgot to tighten the cutting tip onto the head -- flames shot out from the sides as well as the end. I quickly shut off the gas, tightened it correctly, and tried again. I failed to get the oxygen mix to work properly, though; I never got a blue flame. I'm still not sure what I was going wrong. When I tried a few weeks later I was able to get it to light, but it didn't seem strong enough -- holding the handle down made the blue flame more green, and it wouldn't cut anything.
I gave up on cutting and moved on to welding. At this point I'd installed the flashback arrestors and was feeling a bit more confident. It took me a while to realize that the arrestors require you to increase the pressure from the tanks; 5 PSI of acetylene wasn't enough to get past them, but 10 PSI worked fine, for example. 20 PSI was fine for the oxygen. With the acetylene opened slightly on the handle the torch lit easily with the striker, and I had no trouble adjusting the oxygen to a neutral flame. I did soon learn not to close the oxygen too tightly when shutting off the torch as it made it difficult to open again, and opening it too quickly would blow out the acetylene flame.
First Welds
Initially I found welding to be fairly straight-forward. I set up my practice metal on the house-shaped magnets at a 90 degree angle to each other. I held the torch in my right hand and the rod in my left. I hovered the neutral flame near the right edge of the metal plates, making sure to evenly heat both plates they glowed orange and formed a molten puddle. Then it was just a matter of inserting the rod into the puddle and moving both the torch and rod from right to left to weld the two plates together.
It took a few minutes for the metal to cool, much longer than I expected. You're not supposed to try to hurry it along with water, since that flash-cools the metal and makes it brittle. You just have to wait.
Eventually I used Vice Grips to pick the two pieces up and put them in a vice. I tested the quality of my weld by pulling up as hard as I could -- it easily bent at the weld and finally snapped. So that was a failure. I used my angle grinder to clean the surfaces off and tried again.
My second weld was much better, and I couldn't break it no matter how hard I pulled. I had to cut it off with a cutting wheel on the angle grinder. My third and fourth welds were better still, and I wound up just bending the metal instead of breaking it.
My beads needed work; they weren't very consistent, but at least the welds were decently strong. Unfortunately, at this point my angle grinder broke, so i couldn't cut the plates apart to try again.
First weld
Second weld
Lap Welds
After a few months of working on my engine I went back to practice lap welding, which is what I really should have been doing this whole time, being that my goal is to weld plates over the holes in my frame.
The basic principle is the same, in that you want to heat both pieces of metal evenly, insert the filler rod, and let it cool. I practiced with two pieces of metal I had, cutting them apart, grinding the metal clean, and welding them together again.
My welds were horrible. While some of my earlier ones were fairly strong, the later ones were just bad and could be pulled apart with my hands.
Horrible welds due to not forming a proper puddle of metal.
Another horrible weld.
And another.
I finally figured out what the problem was -- the torch wasn't hot enough, and I wasn't getting the puddle I needed. Opening the valves a little more to get a hotter flame helped, but if I opened them too far it would quickly burn right through the metal.
My next problem was welding evenly. The trick really is the "pushing the puddle along" thing that everyone mentions. You create a puddle of molten metal, making sure the puddle is from both pieces of work, dip the filler rod into it to add metal back, and then "push" the puddle along by heating the leading edge of it. This actually causes the trailing edge of the puddle to cool and new metal on the leading edge to melt, giving the illusion of the puddle moving along the metal. I discovered that if this wasn't happening that it was probably because the flame wasn't hot enough.
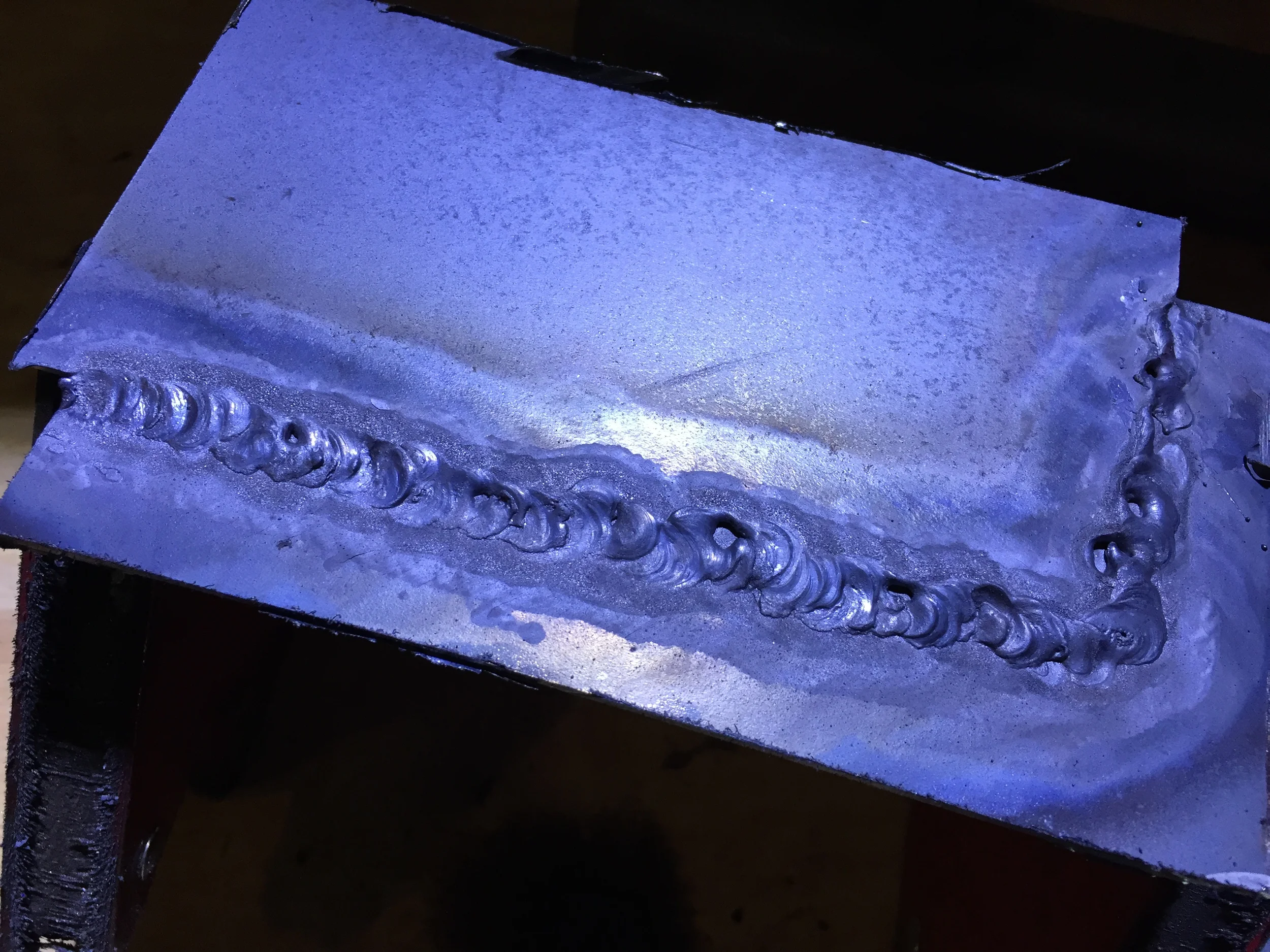
Once I got the pushing the puddle thing down, things went much easier. I was able to get the "stack of discs" bead look much more reliably, although I still had issues with speed and consistency. The welds were strong, though, and I had to cut them apart to reuse the pieces for more practice.
Much better welds formed by pushing the puddle along.
More of the better welds. Not exactly even or consistent, but strong enough and functional.
There's still a long way to go, but I"m getting there.
Technique Issues
Pushing the puddle
The first problem I had is one I described above: pushing the puddle along. I didn't really understand this when I started. It eventually became clear that you want to get a glowing molten puddle on both pieces, and get them to flow together. I found this surprisingly difficult, as my torch would create a separate puddle for each piece of metal. I would often resort to dabbing some filler rod in between the two, which would melt and flow into both puddles, thus connecting them.
After the puddles connected, I often wouldn't remember to push the puddle, or I'd be too afraid of burn-through that I'd move the torch away too quickly. This meant starting a second puddle, which made for more uneven work. I also had problems where the the top piece of steel on a lap joint would melt away from its edge, leaving a larger gap between the top and bottom pieces that needed to be filled in. This created an uneven edge as I welded, as you can see in some of the examples above.
Pulling the Filler Rod Away
Another problem I had was removing the heat before removing the filler rod. This would cause the rod to cool on the work and get stuck, and then I'd have to heat it to remove it. This would break the "pushing the puddle" methodology as well, since I'd have to stop heating the puddle to do this. I eventually learned to remove the rod once it has melted down, realizing that I didn't have to worry about the work pulling away with the rod.
Safety Mistakes
Here are some of the things I did wrong that could have been quite dangerous.
Burned by hot metal while grinding
While grinding off a bad weld I'd made to my car's frame (and thus lying on my back and holding the angle grinder above me), a hot piece of metal dropped the sleeve of my welding jacket. It gave me first or second degree burns (slight blistering that looked more like a rash than anything) which stung for a few hours, but no serious harm was done. This wouldn't have happened if I had been wearing my welding gloves. At the very least I now make sure to more tightly button my jacket sleeves.
Mild burns caused by a piece of hot metal dropping down my level while grinding.
Didn't tighten the acetylene regulator sufficiently
After getting refills of oxygen and acetylene, I attached my regulators and started welding. I had wrench-tightened them, but it was below freezing in my garage and all my leak testing fluid was frozen solid, so I just tightened them to what I thought was tight enough. It wasn't -- I thought I could smell something odd, but I couldn't pin it down. I did a couple of hours of welding, then shut off the valve at the tank and saw the regulator quickly drop to zero pressure. That was clearly wrong -- the regulator should have held the pressure until I opened the torch valves. I tightened the regulator nut to the tank a bit further and opened the tank's valve, then closed it again; this time the regulator went down much more slowly. Another cycle of tightening and testing, and the regulator didn't move.
I got very lucky that nothing sparked the acetylene, and that the regulator was on tightly enough that the leak was at <15 PSI (above which acetylene decomposes and spontaneously combusts), although in the latter case my hand would have still been on the lever and would have shut the gas off quite quickly.. I also wasted between a quarter and a half of a tank of acetylene due to the leak.
In the future I'll definitely be doing a "hold pressure" test where I'll open the tank, record the pressure, close the tank, and then come back in a few minutes and make sure the level hasn't changed at all so that I'll know that the regulator is on tightly enough. I should also do a similar test on lines and torch as well by opening the regulator values, closing the tank valve, and checking for a pressure drop a few minutes later.